石材板材复合线条随着家庭装饰兴起而出现的,已经大量应用在石材家庭装饰上。
因为家庭装饰多以板材产品为主,当需要加工门套线条、
杏耀怎么注册墙面腰线、背景墙线条与墙面配套时要找到与板材颜色基本一致的线条石材是很难实现的。
即使可以实现,也会因为需要的荒料少,用大料开料加工或购买荒料得不偿失,成本和代价太大,大多的石材企业不会如此做。
但是如果采用板材复合加工线条的方式既可以完成线条的加工,又可以保证线条与板材颜色的一致性,达到“一箭双雕”的目的,对石材加工企业而言可谓好事,何乐不为呢?
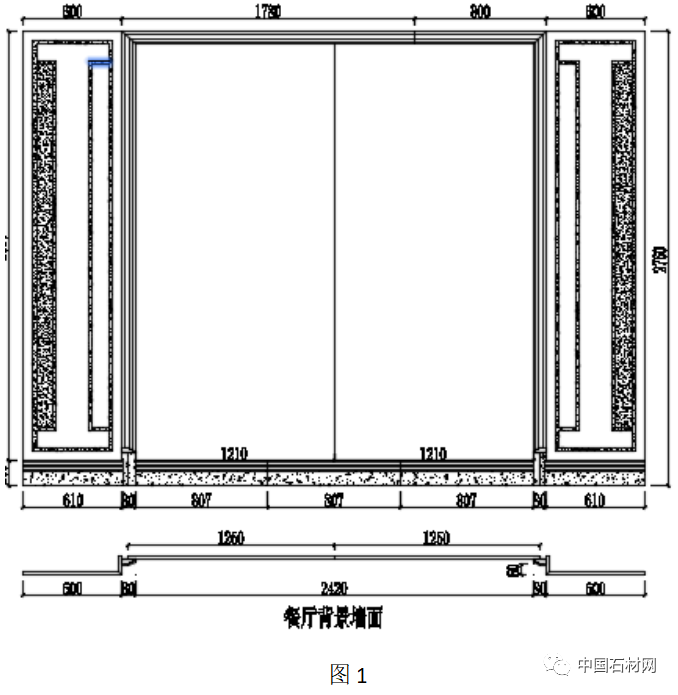
不过用板材复合加工线条有其特定的加工工艺,只有按加工工艺加工才能加工出好的板材复合线条。图1为某家装餐厅背景CAD图,从1图中可以看出线条与板材要求颜色、纹理基本一致。本文以2款线条为例条阐述板材复合线条的加工工艺。
1、图2线条加工工艺
图2加工工艺流程:
选料→切板→编号→排板、调色→表面清洁→配对→修磨→清洁→调胶→粘接→装夹→固化→刮胶→胶缝的处理→对剖线条厚度→线条成型→线条打磨抛光→检验→改切→切角→试拼→二次排板→防护→贴标签→检验→包装、入库
(1)选料
从图2知所选板材的厚度不能低于19mm,否则加工出来的线条缝隙出现在线条的正面,将影响线条表面的质量。
(2)切板
切板时桥切工注意线条料与其旁边安装在一起的板材颜色、纹理相同,
杏耀注册地址切板时用同张大板一同切下来,见图3。从图3中切下的板线条粘接时A1与B1,A2与B2只能安装在一块,如果把D1与A1,D2与B2安装在一块,可能颜色、纹理就会有差异;同理,A1与A2必须从同一条板上切下来;B1与B2,C1与C2,D1与D2也是如此,只有这样加工出来的板材线条与安装在一块的板材颜色、纹理的一致。
切板时注意图2的线条面料必须用好料,无石材缺陷。至于底料可以用较差的料,只要侧面略好就可以了;切板时必须控制线条面板的底面不崩边、掉角,因为线条的双侧面均为见光面,面板崩边、掉角了影响胶缝的质量、见光边质量。
(3)编号
按图3切好的板,从机台上取下来时立即按图编号,千万勿弄错了编号,不然加工出来的产品颜色、纹理效果可能受到影响。
(4)排板、调色
为确保板材复合线条效果不因编号错误、切板问题影响最终的效果,必须排板、调色,保证板材复合线条的效果最佳。
(5)表面清洁
为确保板材复合线条粘接后的胶缝好、粘接力强,必须对粘接处进行清洁,消除粘接处表面影响胶缝、粘接力脏物、油类等有机类化学物质。
(6)配对
板材复合线条粘接前将面料与底料配对,防止粘接时弄错,可以在料的侧边用A1-1,A1-2,A2-1,A2-2……区分。
(7)修磨光面
为增加待粘接面处的粘接力,用磨机对光面打磨,使粘接表面粗磨,降低表面的光滑度,增加粗糙度,必要的话可以在待粘接面处开深度3mm左右的槽,增加相粘石材的粘接抓力。
(8)清洁
对修磨处清洁,使表面无打磨下来的粉尘等影响表面胶缝颜色、粘接力的物质存在,同时要让粘接面表面干燥,无水分。
(9)调胶
调胶时用干净的铲刀、调胶棒在干净的容器中进行。
用大理石胶按石材表面的颜色调配胶,调配出来的胶颜色要低于待粘接的石材表面的主色。调胶量不能过多,控制在2小时内及时用完。未用完的胶及时加盖或其它东西遮挡,防止空中的粉尘进入胶里,从而影响胶的质量,影响胶的粘接力和胶缝的颜色。
(10)粘接
在被粘接处用塑胶铲刀将胶均匀地涂敷在被粘处及粘条上,胶不要涂得过多。将粘条与被粘处贴合,并来回推动粘条,使被粘处胶均匀。
(11)装夹
为使粘接条与台面板牢固地粘结,在粘接条与台面板对齐后,用“F”型夹或“G”型夹、或“U”型夹将粘接条夹紧,夹子每隔350~300mm夹一个,并拧紧夹紧螺栓。在夹紧过程中要注意拧力的大小,不要用力太大使粘接条被夹断。
夹紧过程中溢出的胶在未干时及时用铲刀或刀片清理干净。
粘接过程中要注意粘合面两块板之间的缝隙要越小越好,最好控制在0.1~0.3mm。如果缝隙过大,加大夹子的拧紧力,如果还是胶缝过大,在胶未干时将粘接条拿去或割掉。
(12)固化
粘接后不要马上拿走正在固化的线条,静放一段时间,待胶固化。胶粘剂完全固化后贱卖撤去夹子。
(13)刮胶
用铲刀或单面刀片将线条表面的胶刮干净,并认真观察表面的胶缝颜色、粗细。
(14)胶缝的处理
如果粘接的胶缝过宽、胶颜色不对,用单面刀片将胶缝里的胶抠出来,重新调胶修补胶缝,直到胶缝的效果、粗细达到质量要求。
(15)对剖线条厚度
按图2线条的厚度用桥切机或其它机器将线条的余量切除,切除余量的线条,保留1mm的打磨抛光余量。
(16)线条成型
用线条成型刀加工工艺或其它线条造型工艺对复合好的板材造型。
(17)线条打磨抛光
大批量的板材复合线条用全自动线条机打磨抛光,并对线条两侧边打磨抛光。
(18)检验
对打磨抛光对好的线条进行检验,符合质量要求后再对需改切的线条按生产加工单上的尺寸改切。
(19)改切
按生产加工单要求的规格尺寸对加工好的线条改切,改切尺寸在0~-1mm。线条改切好后,及时编号在线条底部。
(20)切角
切角前,对待切角的线条排板,标示出切角方向。
用电子桥切机或单切机对线条切角。切角角度可以略小1°。
(21)试拼
对待切角线条进行试拼,有偏差的用人工修磨偏差处。
(22)二欠排板
对加工好的线条和板材按生产加工单的安装图作二次排板,全面检查线条与板材的颜色、纹理、加工质量是否符合生产加工单的要求。
(23)防护
清洁线条、板材表面,待表面干燥后用合适的防护剂防护。
(24)贴标签
防护剂干燥后按生产加工单上的编号贴标签。
(25)检验
由产品检验的终检人员对产品全面检验,并填写产品检验报表。
(24)包装、入库
由产品包装人员按装箱单包装加工好的线条和板材产品。
2、图8板材复合线条加工工艺
图8的板材复合线条加工工艺与图2雷同,只是切板的数量与复合的方式有所不同而已。图8的线条复合的关键之处在3、4两件板的粘接上,务必保证3与4 的板材粘接要保持90°角,并与1板垂直方能保持二者粘接后缝隙小。
3、图9板材复合线条加工工艺
图9板材复合线条2底板如果料不够或昂贵材料,
杏耀怎么注册底部只要切条20*14的料与1粘接就可以了,见图10。
板材复合线条加工工艺的加工难度在复合时的粘接上,因此,板材复合线条在分件时既要考虑板材复合线条质量和效果,还要考虑复合粘接的加工难度,二者的关系要综合平衡好方能加工出高质量的板材复合线条。












 关注微信
关注微信