本文主要对金刚石圆盘锯石机在使用过程中常见的运行不平稳、主机升降振动、金刚石刀头损耗大、切割板材表面误差大、加工效率低等故障,结合作者本人的维修经验作了详细分析,为圆盘锯石机故障的维修提供了有效依据。
关键词:运行不平稳 加工板材表面误差大加工效率低
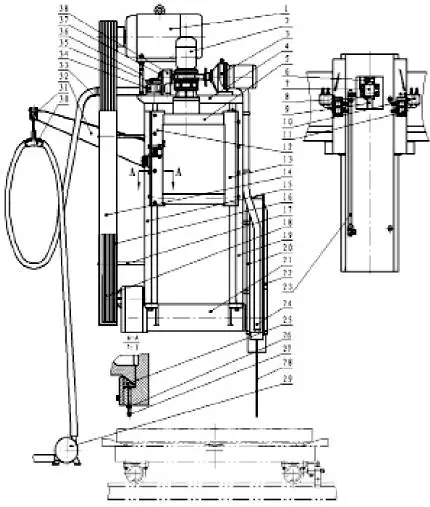
金刚石圆盘锯石机是目前国内石材加工业普遍采用的加工设备。合理有效的对圆盘锯石机进行维修,对石材行业提高生产效率,加快技术创新将起到重要作用。本文就设备在使用过程中常见故障原因与排除方法进行讨论,以求指正。圆盘锯各部件如下图所示:
1-主电机;2-立式摆线针轮减速机;3-卧式摆线针轮减速机;4-上连接板;5-上滑板;6-
杏耀手机登录地址保护丝母;7-丝母座;8-丝母;9-丝杠;10-行程开关支架;11-行程开关;12-后立板;13-前立板;14-皮带护罩;15-后立滑板;16-V型三角带;17-双头螺柱;18-大三角带轮;19-前立滑板;20-锯片后护罩;21-主轴箱;22-锯片前护罩;23-升降导杆组件;24-冷却水管;25-锯条;26-螺母;27-调整螺钉;28-锯片;29-水泵;30-吊环;31-滑架;32-管线滑架支架;33-管线托架;34-轴承室;35-大锥齿轮;36-调整螺栓;37-小锥齿轮;38-横向传动部件
金刚石圆盘锯部件图
一、设备运行中不平稳,振动或滑架爬行产生原因及处理办发法
1. 产生故障的原因
(1)设备方面原因是主机及滑架各部紧固件有松动;减速箱失油,齿轮磨损;轴承损坏,轴承间隙过大或过小等原因造成的主轴径向跳动大;锯片固定法兰盘有磕碰变形或锯片支撑环损坏;滑架运行油池油面低,润滑油牌号不合适,油过稀或过稠;滚轮与道轨压力过大;摆线针轮减速机损坏。
(2)锯片方面原因主要有新锯片径向跳动过大;锯片中心孔与外圆不同心;金刚石刀头不够锋利或与所加工石材类型不匹配;锯片基体复焊次数太多,产生疲劳,接近使用寿命。
(3)操作方面原因有石材荒料放置不稳;未将矿车锁紧;单次进刀量过大或横向走刀速度过快。
2. 解决上述故障常采用的方法
(1)重点检查主轴箱部件。检查主轴箱径向跳动是否超差,如超差可调整轴承压紧螺母解决,注意调整后将止退垫圈锁紧。检查轴承、齿轮、主轴、齿轮轴是否完好,对其磨损程度做出评估以确定是否更换或修复;检查减速箱失油原因,是因密封损坏造成还是正常损耗以确定维修方案;检查各紧固件是否松动可视情况重新紧固。检查油池油量,如已明显不足应予以补充。检查锯片转动时是否摆动过大,察看刀头结块上金刚石的暴露情况即刀头是否锋利,如刀头磨钝可用耐火砖重新开刃。观察操作工是否正确操作。
(2)例如,山东招远某石材厂维修圆盘锯石机,故障表现为进行切割时整机振动大、主轴箱噪音大,已不能正常使用。经询问操作工,了解到该设备已使用两年多,先是主轴箱噪音大,后来逐渐表现为加工时出现主机振动。经过分析产生故障的原因,有以下几个可能:长时间使用,主轴箱没有按要求更换或补充润滑油造成润滑油缺失;主轴箱内轴承损坏,造成主轴箱主轴径向跳动大。锯片支撑环或固定法兰盘长期使用磨损严重,造成锯片与主轴不同心。经过检查发现主轴箱润滑油缺失,轴承磨损严重,经更换轴承,并为防止润滑油渗漏同时将密封圈、油封更换。试车,设备运行平稳故障排除。
(3)再例如,山西大同一家新建石材厂反映一台圆盘锯整机工作时振动大、无法工作。仔细检查发现固定锯片的内法兰盘松动。导致锯片跳动大,在对内法兰盘重新紧固后设备运行正常。
二、主机滑架升降有异常声响、丝杠抖动、前后立滑板不同步
1. 造成以上故障主要原因
(1)注意以下各紧固件状态。传动轴联轴器及传动轴轴承座固定螺栓松动;升降丝母座、丝杠轴承室螺栓松动;上连接板、主轴箱螺栓松动;
(2)注意以下各传动部件的状态。传动齿轮损坏或啮合间隙过大,前后半轴齿轮啮合间隙应一致,同理前后丝杠丝母的配合间隙也应一致,如此处间隙偏差大则造成前后立滑板不等高、丝杠抖动。前后立滑板导向间隙过大或过小;各传动部位润滑不良等原因。
2. 解决上述故障的常用以下方法检查确认故障部位并加以解决
(1)重新紧固各传动部件的螺栓。
(2)察看传动轴齿轮的磨损状况和啮合间隙;丝杠、丝母的配合间隙;对损坏的齿轮及各传动部件的轴承应予以更换;对丝杠、丝母配合间隙,可通过转动一侧丝杠办法,使前后受力情况基本一致,通过调整螺栓合理调整立滑板与镶条之间的间隙,使前后立滑板滑动间隙基本一致。
(3)严格按照要求对各传动部件进行润滑操作。
例如,北京房山某石材厂一台圆盘锯,故障表现为滑架下降时滑架振动大,一侧丝杠抖动,前后立滑板升降不一致。首先检查各传动部件的紧固件没有松动。一侧丝杠抖动主要原因是两条丝杠受力不均造成,经过进一步检查发现后立滑板镶条调整螺栓已被顶死,镶条与立滑板没有滑动间隙。经询问操作工,原来几天前自行更换过丝母座,操作完毕后忘记将立滑板镶条调整螺栓复位。通过合理调整镶条间隙故障排除。
三、加工板材厚度不一致,板材表面平整度超差
此故障为圆盘锯的常见故障。主要表现在板材厚度不一致出现楔形板,板材表面平整度超差,出现弯板、斜板。
1. 造成板材厚度不一致的主要原因有 :石料安放不稳;石料上平面和进刀两侧面极不规则平整;工作台车在加工过程中有位移;使用不当或存放不合理使锯片片体变形。
2. 造成板材表面平整度超差,出现弯板、斜板的原因主要有:
杏耀手机登录地址设备的小三角带轮不合适,使主轴转速过高或过低达不到要求,即锯片线速度不合适;主轴轴线与滑架运行在水平面内不垂直;立滑板不垂直造成与锯片不平行;因基础下沉,导致主机横梁扭曲造成导轨直线度超差。锯片方面原因:金刚石刀头焊接位置不正确;刀头胎体混料不均匀使金刚石出刃不均匀;片体软,复焊次太多;使用不当或存放不合理使片体变形;节块连续脱落两块以上;片体端面跳动超差;刀头不够锋利。使用方面的原因有:工作台车没有锁紧有位移;石料固定不稳;锯片线速度、走刀速度或进刀量不合理;冷却用削液水量不足或不清洁,使锯片局部过热变形或金刚石碳化失去磨削能力;锯片在石料内未退出前垂直进刀。没有按规定进行润滑。
3. 排除板材表面平整度超差,出现弯板、斜板的故障方法
应首先应测量主轴对横梁的垂直度误差≤0.12mm/1000mm;主轴径向圆跳动≤0.04mm,法兰盘端面圆跳动≤0.08mm;
检测横梁上导轨面对水平面的平行度误差在长向上≤0.20mm/1000mm。
如上述一项或多项参数发生改变应予以修正。
其次,以上参数没有超差时,可采取调整切割工艺、更换锯片、刀头,加固荒料等办法。
例如:山东招远石材厂修理一台圆盘锯,加工的板材弯曲,经过测量主横梁上导轨面与水平面平行度超差。重新调整后又把主轴对横梁的垂直度予以修正后故障排除。注意因为受设备各项参数超差的影响锯片已经变形,设备在调整后锯片应更换或做平整处理后方可使用。再如河北承德一台圆盘锯加工板材厚薄不均,现场测量各参数没有超差,但锯片已弯曲变形。更换锯片后,仔细观察锯石机的操作情况,发现操作工每次降刀时没等锯片切完石料就提前降刀,且吃刀量很大。及时纠正操作后再未出现故障。再例如:2008年3月土耳其GRANITAS公司一台圆盘锯加工板材上下厚度不均形成楔形板。测量前后立滑板等高度相差3mm,调整后,板材厚度一度得到改善,使用一段时间后又出现同样故障,重新调整后观察工人没有按要求润滑立滑板及丝杠等传动部件,故要求客户按规定每天必须润滑后故障再未出现。
四、切割石料加工效率低
造成切割效率低的主要原因有:所加工石材与刀头组分不匹配;金刚石出刃不均匀;切割工艺不好:如走刀速度过快;吃刀深度过大;锯片线速度过高;主电机超负荷运转或动力输出不足;冷却水流量不足、不清洁、无切削剂或者供水位置不正确
对于解决加工效率低的问题是一个系统性的问题,不仅要细致检查设备的故障原因,并且对加工工艺、锯片、刀头的选择等问题也要注意。
例如,山东莱州某石材厂一台圆盘锯切割效率低,1h加工量不足2m2。测量设备各项指标没有发现有超差现象。各紧固件无松动。锯片、刀头更换后也没能解决。细心检查时发现设备后面皮带护罩已被拆去,加工时冷却水直接溅在带轮上,且带轮上面结了一层石粉。这样就造成皮带打滑,动力输出不足,切割效率低。经过清洗皮带轮除去石粉,适当张紧皮带,安装皮带防护罩后试机,通过几天试验切割效率已恢复正常值。再例如,2008年8月在越南环球公司售后服务时,客户反映一台圆盘锯切割花岗岩时效率低、刀头损耗大。通过分析可能有几个原因:主轴间隙超差;刀头组分与石料不匹配;切割深度过大;线速度偏高。经检查,客户在切完大理石后没有更换皮带轮就直接加工花岗石线速度过快;没有更换加工花岗石锯片。造成切割效率低,刀头损耗大。通过更换带轮调整切割线速度,更换锯片,问题得到解决。












 关注微信
关注微信