方形拦河柱是石材装饰中使用较多的一种石材产品。但是,由于没有正确的加工工艺流程作指导,
杏耀娱乐测速网址加工出来的产品很难保证四个相邻面的相互垂直,产品造型出来的轮廓线相互不能连贯一致。本文着重论述了方形拦河柱加工中的垂直度检验、校正、修正的工艺,并就方形拦河的加工工艺流程进行了阐述。
关键词:方形拦河柱 工艺流程 垂直度 修正
以前,石材生产企业生产的拦河柱基本上为圆形截面的,方形的很少。但随着人们审美情趣的改变,圆形的拦河柱逐渐被方形的拦河柱所取代。方形拦河柱尽管简洁大方,但更具有立体感,有棱有角,轮廓更分明,装饰效果空间感更强烈。见图1。
a-圆形拦河柱 b-方形拦河柱
图1 圆形拦河柱与方形拦河柱对比图
方形拦河柱的加工工艺较圆形拦河柱的加工工艺更为复杂,加工难度更高。加工的关键在于如何保证柱的四面相互垂直,尺寸误差控制在±1mm内。它的加工工艺流程完全不同于圆形拦河柱。
方形拦河柱的加工流程为:选料 →开坯料→切规格料→修正垂直度→造型 →修磨 → 打磨抛光 →修补 →检验、包装。
1 选料
选料是方形拦河柱加工的第一步,选料的好坏就决定了产品的质量优劣。
选料的依据必须参照客户下单尺寸及材料质量的要求选择质地优良、无裂纹、无阴阳色,出材率高的荒料。
2 开坯料
由圆盘锯开坯料,坯料的厚度尺寸要加3mm的加工余量,
杏耀娱乐测速网址否则的话,造型时可能会因余量的不足导致形状造不出来。打磨抛光时会因余量的不足造成形状被磨小。坯料上下厚度偏差要控制在0?2mm内,偏差大了既造成了材料的浪费,又会因偏差大,影响切出来的规格料的垂直度。
3 切规格料
机床的选择:方形拦河柱厚度大于100mm以上,且规格料的垂直度要求较高,因此切规格料时选择切深大、精度高的机床是首先考虑的因素。当厚度<100mm,选择普通的桥切机即可;当100mm<厚度<200mm时,选用加强型的桥切机;当200mm<厚度<300mm时,选用进口品牌的电子桥切机(如Axis38),因为目前国内的电子桥切机切出的规格料垂直度较差。
切规格料为方形花瓶加工工艺中最为关键的一个环节,切出来的规格料的垂直度直接影响着生产效率、产品质量。切规格料时如何才能确保方形花瓶的垂直度呢?
3.1 校正桥切的刀片与工作台的垂直度,控制在刀片直径范围内1mm的偏差。
3.2 为保证切料的精度,每次下刀以30mm为宜,并且控制刀片的行走速度。一次吃刀太深或行走速度太快,都将影响规格料的垂直度。
3.3 每件料加3mm的造型加工余量。这个加工余量有双重作用,既是造型的加工余量,同时这个余量也是垂直偏差的修正余量。
3.4 用宽座角尺检查切下来的料的四个相邻面及端面与长度方向面的垂直度。垂直度误差控制在2mm/m内为合格料,可以造型。如超过这个标准,则要用手工修磨的方式修正垂直度。
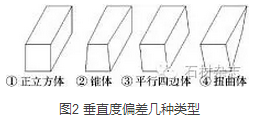
图2中为方形花瓶柱规格料垂直度偏差的表现形式。
① 斜棱柱体。端面与侧面不垂直。
② 四棱柱体。端面不是正方形的棱柱体。
③ 平行四边体。
④ 扭曲体。侧面相互不垂直、端面与侧面不垂直、两端面相互不平行。













 关注微信
关注微信