1 概述
从意大利引进的金刚石排锯作为切割大理石荒料的设备,国内经过了模仿、消化、
杏耀娱乐测速网址吸收及改进,目前已有国内多个厂家能够独立生产。但是在设备研发与改进上,国内新开发的产品大多属实验性产品,多数还不够成熟、稳定。直到今天市场上使用的效果最好、设备稳定性最高的产品,仍然是从意大利引进的2m长规格的金刚石排锯产品。
本文重点讲述金刚石排锯的锯切原理,并根据锯切原理分析金刚石锯带、金刚石排锯的飞轮转速、曲柄半径(锯切行程)等跟金刚石排锯的锯切效率、功率及能量利用率之间的关系。
2 锯切原理
2.1 金刚石刀头的磨削原理
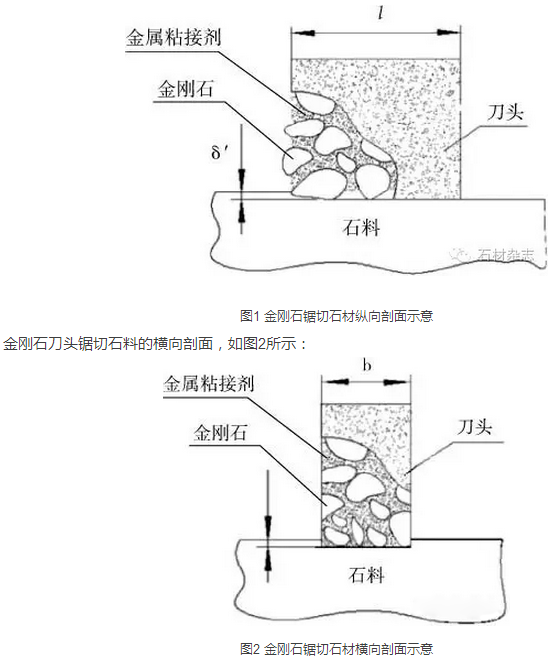
由于石材是脆性材料,当金刚石刀头在一定压力下与石材表面接触,金刚石刀头内的金刚石颗粒棱角在石材表面上的应力超过石材抗压强度p时,石材表面就开始碎裂破坏,金刚石棱角深入石材内部一定深度δ′ mm 金刚石刀头在锯切力 F ′ 的作用下便在石材表面产生相对滑动;其过程近似于犁铧犁地一般。
金刚石刀头对石料的正压力 N′ ,决定了金刚石颗粒压入石料表面的深度δ′ ,即正压力N′ 越大,金刚石颗粒压入石料表面的深度越深。
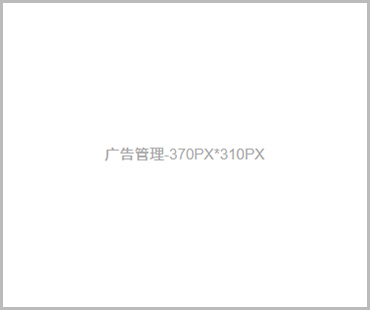
金刚石颗粒压入石料表面的深度δ′ 决定了金刚石刀头的锯切力 F ′ 的大小。金刚石刀头对石料的切向破坏力Q,取K为锯切力系数(可近似理解为摩擦系数),刀头宽度为b,将金刚石刀头与石料接触面上的金刚石颗粒在横切面上投影的密度定义为线性饱满度B;
则:Q= p×B×b×δ′
F ′ =K×Q=K× p×B×b×δ′
当然金刚石颗粒压入石料表面的深度δ′ 不可能无限增大。金刚石排锯在切割石料的过程中,如果金刚石刀头对石料的正压力 N′ 过大,虽然磨削深度δ′ 会增大,但是也会使金刚石颗粒的粘结剂与石料直接接触摩擦过大,粘结剂摩擦损失过量后,金刚石颗粒便会脱落,从而大大降低金刚石刀头的使用寿命;另外,正压力N′ 越大,金刚石锯带的变形也越大,
杏耀娱乐测速网址进而影响所切割石材的板面质量,如果达到一定程度还会引起金刚石刀头跑偏,甚至产生拉板等问题。
由以上分析可知,从锯切的效率、金刚石锯带的使用寿命及锯切的板面质量等多个角度综合考虑,对于给定的石料、金刚石排锯设备及金刚石锯带,金刚石刀头对石料的正压力N′ 的大小应当有一个最佳的理想值NL′ ;也就是说锯切力有一个理想值FL′ 。
2.2 金刚石锯带的工作原理
金刚石锯带工作时的纵向锯切剖面图,如图3所示:
通常金刚石锯带上镶嵌着数量为m≈22~30颗的金刚石刀头,石料向上作进给运动,使之与金刚石锯带上的金刚石刀头接触,金刚石锯带在牵引力作用下产生相对于石料的往复运动,从而完成对大理石荒料的锯切过程。整个锯切过程是众多金刚石颗粒的棱角在压力作用下破坏石料表面,并在锯切力F的作用下做功,在石材表面上刻划、摩擦的过程。
定义锯带运动速度v,锯切进给速度vj,锯切率δ ,锯带力F;
则:δ= vj×
通常情况下锯切过程需要用水进行冷却和及时排出已经锯下的石料颗粒,但是石料长度往往要远大于锯切行程,所以刻划下来的石料颗粒,除石料两端的能及时被冷却水排走外,中间的大部分石料颗粒和冷却水一起随金刚石锯带做较长时间的往复运动后,才能被逐渐的排出。在往复运动中这些石料颗粒有一小部分还会继续受到刀头的研磨,从而引起热损失和动能损失。
由以上可知:锯切过程中的能量消耗主要为牵引力做功、锯带研磨的热损失及泥浆(锯缝内冷却水与石料颗粒混合物)的动能损失三部分。即锯带的牵引力由锯切力F、锯带的研磨热阻力fm及锯带与泥浆的运动阻力fa三部分组成。
定义:每条锯带主磨削功率为 P0,即为锯切有用功率;每条锯带研磨的热损失功率为 Pm ;每条锯带的动能损失功率为Pa;每条锯带功率为P;
则: P0 = F ×v=m×K×p×B×b×vj
Pm = fm×v
Pa = fa×v = K1×Mn×a×v
(K1为泥浆动阻系数,Mn为泥浆质量,a为锯带运动加速度)
P = P0 +Pm+Pa= (m×K×p×B×b×vj)+(fm×v)+(K1×Mn×a×v)
2.3 金刚石排锯——动力学方程
由飞轮及锯框组成的曲柄——滑块机构运动简图,如图4所示:











 关注微信
关注微信