弧板拼花作为石材产品中的一种新产品尽管其价格昂贵,但也进入了装修的各个领域,
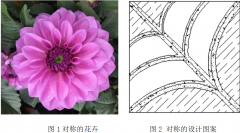
杏耀线路测试逐渐受到人们的宠爱,它是平面板材拼花在圆弧板上的一个延伸。弧板拼花的加工原理类似于平面板材拼花,但又完全不同于平面板材拼花,它的加工工艺更复杂,加工难度更高。本文谈谈弧板拼花的加工工艺。图1为弧板拼花示例。
图1 石材拼花弧型板
弧板拼花的加工工艺流程
选料并加工出圆弧板→圆弧板胶补、加固→粗磨圆弧板→圆弧板排板、编号→圆弧板修弦长、修高→水刀机或加工中心加工圆弧板→拼花件的加工→圆弧板拼花的加工→粗磨圆弧板拼花→打磨抛光圆弧板拼花→终检、交货。
(1)选料并加工出圆弧板
严格按圆弧板加工工艺流程及加工质量要求加工圆弧板。此步加工时的最关键之处就是要控制料的质量。圆弧板拼花作为高档的石材产品在选料、用料上与平面拼花的质量要求一样,用料的好坏决定了产品档次与质量优劣。因此,加工中必须把好此关。
(2) 圆弧板胶补、加固
用大理石加工圆弧板拼花,由于大理石材料裂纹较多。因此。通常要对有裂纹之处进行补胶、加网、钢筋加固处理,否则加工过程中有裂纹的材料会断裂、影响加工进度及加工质量。当然,如果材料好,无裂纹的话,此工序可以省略。
(3)粗磨圆弧板
由于电脑线锯加工出来圆弧板有一定的误差,因此,为确保圆弧板修弦长、修高度后,不产生阴阳角,对毛坯圆弧板要用圆弧板粗磨机或用手工进行粗磨,以保证毛坯圆弧板的直线度、圆弧度的精度。考虑到圆弧板拼花在粘接完了还要进行粗磨、打磨抛光。因此,在半径方向要有+1?+2mm的余量。
(4) 圆弧板排板、编号
为保证同一条柱或同一个墙面的圆弧板颜色一致,或颜色过渡的自然协调,要对圆弧板进行必需的修弦长和高度,但之前一定要按安装图对同一条柱或同一墙面的圆弧板进行排板、编号,以保证同条柱或同一墙面的颜色基本一致。
(5) 圆弧板修弦长、修高
按圆弧板修弦长、修高度的质量要求加工。但考虑到圆弧板拼花在粘接完了还要进行粗磨、打磨抛光。因此,弦长要有+1mm的加工余量;高度方向的误差控制在0?-1mm之间。
(6) 水刀机或加工中心加工圆弧板
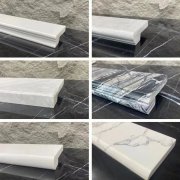
这是圆弧板拼花加工的关键工序,决定着圆弧拼花加工的质量及效率。依据所使用的设备不同,其加工工艺也大相径庭。以加工图2圆弧板拼花为例。
图2 水刀加工出的圆弧型拼花示例
由于水刀机为二维加工设备。因此,
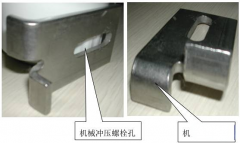
杏耀线路测试在用水刀机加工圆弧板拼花时要为其准备设备专用的装置来加工。图3为加工圆弧板拼花专用的装置。
图3 水刀机配置的专用卡具
此装置的主要构成有:底座; 旋转轴;夹紧装置;手轮。
此装置的旋转半径要求与圆弧板拼花的半径基本接近,以R±50为宜,这样做以确保此装置的旋转半径与圆弧板拼花的一致性。
① 加工步骤
依据生产加工单上的图案绘图及编制程序;
依据排板的编号方向将待加工的圆弧板正确放置在水刀机专用的工作台上,见图3;
对刀、设置加工零点;模拟加工程序;按程序加工。
由于通常加工的圆弧板拼花的拱高大于120mm以上,目前的水刀机加工深度难以达到这个要求。因此,在用水刀机加工圆弧板拼花时,要将工作台吊开。将图3中的圆弧板专用工作台长度方向沿水刀机工作台的长度方向放置在水刀机原工作台处。
② 圆弧板拼花的加工过程
加工时,先将图3装置的圆弧板的一个侧边旋转到水平位置,随着水刀机沿Y方向加工宽度的增加,摇动手轮,使水刀机的刀头始终与圆弧板板面保持恒定距离加工(也就是圆弧板板面加工处始终处于水平位置),避免随着水刀机刀头沿Y轴方向的运行,水刀机对圆弧板板面加工不是水平加工,从而影响板面的加工精度。这一步骤的加工要特别注意,也是圆弧板拼花加工的关键步骤和加工工序。
如图2拼花加工的顺序从里往外加工,先用水刀机将里面黄色图案A部分先加工出来,将拼花零件镶嵌好后,再加工黄花边上的白色材料B部份,最后再加工绿色材料C部份。
用专用工作台的方法加工圆弧板拼花有些繁琐,幸运的是目前沈阳奥拓福开发出了一款刀头可以摆角的水刀机,使圆弧板拼花加工的难度得到了一定的降低。但是由于这款水刀机的机头摆动的角度较小,因此,它在加工圆弧板拼花上还是有一定的局限性。如图4。
图4 水刀头可摆角的水刀机
③ 依据生产加工单上的图案绘图及编制程序;加工中心加工圆弧拼花工艺。
主要用Mastercamx绘制三维平面雕刻图,再将图形转为加工程序,加工深度大于10mm,可以不要将加工件加工穿,便于将拼花加工件放入圆中;依据排板的编号方向将待加工的圆弧板正确放置在加工中心的工作台上;对刀、设置加工零点;模拟加工程序;依据加工图案选择合适的刀具加工;按程序加工;对加工中心因刀具无法加工到的地方用人工进行处理。
由于加工中心所使用的刀具有一定的直径。因此,在许多转角、尖角处加工中心是无法加工出来的,必须用手工将这些角处理掉,这是加工中心加工圆弧板拼花的局限性,在一定程度上制约了加工中心加工圆弧板拼花的应用范围。
用于加工圆弧板拼花时加工中心必须是五轴联动的加工中心,这种设备价格昂贵。目前,拥有这种设备的厂家有限。因此,用水刀机加工圆弧板拼花的前景更加广阔,且加工成本更底。
④ 手工加工圆弧板拼花工艺
依据生产加工单上的图案绘图,并打印出1∶1的图纸;将图纸依据排板的编号方向正确将图纸贴在待加工的圆弧板上;按图纸加工,将镶拼花件处用手工挖去;按拼花加工工艺将拼花件镶嵌在被挖去部位。
(7)拼花件的加工
用水刀机将选用做拼花件的料加工出来,用人工或水磨床将拼花件修磨平整,修磨过程中用1∶1的模板检查拼花件的精度。
(8)圆弧板拼花的加工
将拼花件按加工图镶嵌到已加工好的圆弧板中。加工过程中要检查所用的料是否符合加工质量标准的要求。镶嵌好拼花件后,对圆弧板拼花用胶、钢筋、网进行加固,防止拼花件脱落。
(9)粗磨圆弧板拼花
用圆弧板粗磨机对圆弧板拼花进行粗磨。
(10)打磨抛光圆弧板拼花
用圆弧板自动打磨抛光机对圆弧板拼花进行打磨、抛光,最后进行护理处理,表面保护包装即可。





 关注微信
关注微信