无缝台面板加工工艺(下)
随着生活水平的提高,台面板现在已大量进入了寻常百姓家,成为了普通百姓家装饰首选。从最初黏接缝隙1mm到0.5mm,人们对台面板的加工工艺要求越来越高。随着石材工艺技术的进步,目前台面板甚至已达到无缝拼接的水平。
无缝台面板加工的基本工艺流程:
1、工艺单的制作 2、选料 3、切板 4、定厚(查阅《无缝台面板加工工艺(上)》请点击//www.stonesm.com/News/details-10202.shtml)5、黏接 6、台盆孔以及水喉孔加工 7、磨边成型 8、打磨抛光 9、版面处理 10、检验 11、包装入库
5、黏接
黏接工序是无缝台面板加工中关键的工序,决定着黏接缝的大小、胶的颜色质量以及台面板最终是否达到了无缝的效果。
5.1板材质量的检验
材料质量检验包括上、下挡水的检验、黏接条的检验。检验时按一套台面板的要求配套检验,检验好后贴上已检验的小标签,标注上套数编号,标注拼接方向,并与未检验的产品分开。
检验项目有颜色、纹路、板材表面的胶补品质、板材厚度、光度、平整度、尺寸。
检验方法:
颜色、纹路、板材表面的胶补品质距板材1.0 m处目测。
板材厚度用卷尺或游标卡尺检验;长宽尺寸用卷尺检验。
平整度的检验用平度尺配合塞尺检验。
光度用光学光度检验计检验。
5.2待黏面的清洁
待黏面黏接处的清洁程度对胶缝的纯净程度影响很大。无缝台面板黏接加工时必须对黏接处进行清洁,消除表面的脏物、灰尘、水分、油污、化学药剂之类的东西,这些物质不清洁掉,将有可能改变胶黏剂的颜色,使原本无缝处看起来有缝或存在较大的缝隙。
待黏面清洁可以用干净不褪色的抹布擦除表面的灰尘、水分、脏物;无法擦除的脏物则使用化学清洁剂、有机溶剂处理,处理完毕后要将残留液清除干净。
5.3黏接表面的处理
黏接表面处理主要目的是对待黏处及黏接条进行粗磨、定厚、花刀加工,增大待黏处的粗糙度,增加胶黏剂的黏接力。
对于大面积板面的黏接,增加粗糙度是非常重要的,如果采用光滑的表面或者光面进行黏接,可能会因黏接表面过于光滑,造成被黏物之间作用力太小而脱落。
黏接表面粗磨要让被黏表面看上去有明显的凹凸不平感,用手触摸能感觉到深浅的起伏。面积大的表面黏接要有足够的粗糙度,必须用6O#的金刚石磨盘粗磨,也可以通过酸洗、喷砂的方式获得粗糙度。
黏接表面开槽的目的和作用就是为了使胶黏剂渗入到槽中,增加胶黏剂的渗透力,使胶黏剂与被黏体尽可能连成一体,增强胶黏剂与被黏石材表面的凝聚力,从而达到增强黏接力的目的。黏接前,必须将槽内的水份、石粉等杂物清理干净,保持槽内干燥,否则对黏接力会有影响。
花刀处理:
花刀处理以45°角、间距100mm左右,用手切机交错斜开槽,槽深5~10mm,视黏接物的重量而定。
对于这种增加表面黏接力处理的方法在加工时要注意不要波及到造型面、见光面处,导致台面板见光面、磨边处被伤坏而影响台面板的外观质量。
5.4调胶
黏接环境的要求:选择无尘、少尘、通风的环境,粉尘可能对黏接缝质量造成影响。选择通风的环境利于胶黏剂的自然干燥,降低黏接环境的温度、湿度对胶黏剂的影响。
黏接工具的要求:选择塑胶铲刀调胶、刮胶;使用可调夹紧力的“F”型夹、“A”型夹、“G”型夹黏接条。
A字夹适合易断裂、黏接厚度较薄的石材使用;F夹适合于黏接厚度特别厚、宽度宽的台面板使用;G型夹适合黏接厚度较厚、黏接宽度较宽的台面板使用。
黏接工具:
调胶的要求:
1.严禁使用金属制品的调胶容器或调胶板,可以使用岗石或石英石板材作为调胶板,用陶瓷、塑胶容器盛装胶黏剂。
2.调胶工具如果选择不好,可能对胶的颜色有较大影响。宜使用塑胶铲刀,严禁使用金属铲刀,尤其是已锈蚀、生锈的金属铲刀。铲刀要求无污物、油污以及其他影响胶颜色、引起胶化学反应的物质存在。搅拌胶黏剂的工具使用玻璃棒或不褪色的竹棒、木棒。
3.不能为追求胶快干而加大催干剂的用量。胶干燥时间必须多于10分钟。
催干剂比例过大可能导致的危害:
(1)可能导致白色胶、浅色胶的变色。
(2)催干剂过多导致固化时大量热量的产生,温度过高导致胶的脆性增大,黏接处易开裂、脱落。
(3)催干剂比例过大,放出大量的有烟气体,对环境产生破坏。
4.白色或浅白色的石英石填胶时为增加白度,要添加适量的钛白粉。
5.胶颜色要浅于板面的本色,绝对不要比板面本色浓。胶调好后,不黏接时不要加催干剂;胶要与粉尘隔离,避免粉尘落入而改变胶的颜色;已调好的胶放置于干净、阴凉之处。
6.调胶的材料
大力士胶
大力士胶又称云石胶,有液体、黏稠体、固体大力士胶之别。均可用色胶、色膏、色粉调成各种颜色,因此,被广泛应用于石材产品表面的补胶上,尤其是裂纹较大、需挖补的石材上。
色粉
胶补用的辅助材料,与透明胶一起使用,可调多种颜色。常用的有红粉、黄粉、咖啡粉、绿粉、黑粉。
色浆
胶补用的辅助材料,与透明胶一起使用,可调多种颜色,是一种呈黏稠状的物质。有红、黄、咖啡、绿、黑色浆。
固化剂/催干剂
加快胶黏剂凝固的一种高分子化学物质,如果胶黏剂中不加入固化剂或催干剂,胶黏剂是不会固化形成黏接力的。
雅科美胶
雅科美胶由德国雅科美化学公司生产,在中国市场已畅销了二十多年,深受中国石材生产企业的好评。雅科美胶的最大特点是与其他石材黏接剂比不易变色、黄化,尤其是在修补白色以及透明质感强的石材上,是其他胶黏剂所不能比的,用雅科美胶修补过的石材在修补处具有光泽感。
干挂胶
干挂石材环氧胶黏剂又称AB胶或干挂胶,一般用于石材与金属(干挂件)之间的黏接,属改性环氧树脂聚合物,耐候性、抗老化性能、固化后防水抗潮湿能力强,冲击韧性、抗拉强度、抗拉强度等物理性能优越。在台面板黏接时,在待黏表面适当加入点干挂胶可以增加黏接物之间的黏接力,防止黏接条的脱落。
7.调胶的方法
红色 红色:透明胶 红粉
若板中具有浅黄,则加少许黄粉,若红得发黑,则加少许黑胶,若红中带白(如珊瑚红、紫罗红等),则加少许白胶。
绿色 绿色:透明胶 绿粉
若绿得发黑(如纹绿),则加少许黑胶,若浅绿(如苹果绿),则加少许白胶。
黄色 黄色:米黄胶 黄粉
因黄色又分浅黄、花黄、金黄等,因此,在调胶时则根据某一件需胶补板材的颜色作具体调制,如金黄天龙则为纯黄,用米黄胶加黄粉即可。米黄石根据深浅加入适量的色粉、色胶。如金花米黄需加入红粉、黑胶、绿粉,西米黄则加入白胶。
黑色 黑色:透明胶 黑胶
白色 白色:灰色透明胶 白胶;白胶 透明胶;白胶 钛白粉。
灰色 灰色:透明胶 黑胶 其它色粉
咖啡 咖啡色:透明胶 咖啡粉 少许白胶。
胶调制方法:
(1)根据待加工板材板面的颜色、材质来确定是否用大力士胶或雅科美胶。通常情况下白色、浅色有透明感、玉石类石材多用雅科美胶,而米黄类、深色类以及低档石材用大力士胶居多。
(2)选定待美饰板材所需补胶的胶类后,对需使用大力士胶的板材按加工板材的颜色选择对应的色粉加入到胶里,大力士胶分为白色和米色,不需要加入调色膏。对需使用雅科美胶的板材,按加工板材的颜色选择对应的调色膏加入到胶里。加入调色膏和色粉时由少到多,且一定要均匀混合,用竹筷搅拌,按下述的单元操作步骤,循环进行20~30分钟,保证足够均匀,每个单元操作为“来回纵向搅拌2个来回+横向搅拌2个来回”+“划圈式的如蚊香盘轨迹搅拌3次”。
(3)在加入调色膏和色粉调好胶的颜色后,使用前还要加入固化剂。不管是大力士胶还是雅科美胶,按配比加入固化剂后,严格按(2)所需步骤搅拌均匀,再放入真空箱抽真空2~3分钟。具体步骤是:
①5克大力士胶,固化剂加入量为0.03克,即100克胶的固化剂的加入量不得超过0.6克。因大力士胶的固化剂属固体类,为保证加入的固化剂不超量,由专人用电子秤称好固化剂再加入。
②每5克雅科美胶,固化剂的加入量为0.04克,即100克胶固化剂的加入量不得超过0.8克,加入固化剂时用配备的精密仪器移液枪由专人加入,固化剂加的太少;所需固化时间长。如加入的量太多时,将会导致所补胶处变黄。防止发黄的主要措施加固化剂的量严格按要求加入,加入固化剂的胶要充分搅拌均匀,使固化剂高度分散来发挥作用并反应消耗尽,不然残留的固化剂就是导致后期发黄的主要因素。
(4)胶调好后,与台面板的主颜色相对照,看是否与台面板的颜色接近或一致。
5.5黏接加工步骤
(1)先检查黏接条的材料是否与面板材料一致,颜色、花纹基本一致,是否有石材缺陷而影响台面板的质量。
(2)检查黏接条的长、宽、厚尺寸是否符合标准;是否有严重变形。
(3)检查台面板的底部待黏接处是否崩边严重,如果崩边严重,将崩边处打磨或定厚,使崩边处完全磨去。
(4)底面黏接的将底面打毛,将黏接条的光面也打毛,使黏接面成为粗糙面;侧面黏接的,将侧面打毛,并试拼黏接条与台面板以检查两者拼合的缝大小。
(5)严格按5.4中的调胶要求对照台面板板面的颜色,按调胶的原则、方法、步骤调出颜色与板面颜色一致或基本一致的胶。
(6)黏接前要先将待黏表面清洁干净、无粉尘、油污之物,将黏接表面进行打磨或打毛处理,以保证良好的黏接力。
将黏条与被黏处贴合,并来回推动黏条,使被黏处胶均匀。为使黏接条与台面板牢固地黏结,在黏接条与台面板对齐后,用“F”型夹或“G”型夹、“A”型夹将黏接条夹紧,夹子每隔350~300mm夹一个,并拧紧夹紧螺栓。在夹紧过程中要注意拧力的大小,不要用力太大使黏接条被夹断。
夹紧过程中溢出的胶在未干时及时用铲刀或刀片清理干净。
黏接过程中要注意黏合面两块板之间的缝隙要越小越好,最好控制在0.1~0.3mm。如果缝隙过大,加大夹子的拧紧力,如果还是胶缝过大,在胶未干时将黏接条拿去或割掉。
胶黏剂干透后撤去夹子,收好已黏好的台面板静置1小时以上再打磨抛光。如果是用雅科美胶、环氧树脂胶黏接,最好静置24小时方能保证胶黏剂完全干燥。
转角的黏接方式:
台面板经常是多条边要黏接,这时就存在相邻边黏接时如何处理的问题。处理的好,黏接缝可以达到无缝的效果。处理的不好,黏接缝的过大将影响台面板的质量。台面板转角黏通常的处理方法是切45°(相拼角为90°)或采用撇底的方式相黏,只要切角标准,黏缝完全可以做到无缝。如果采用直角直接相黏,就要把黏接缝放到台面板的侧面去。
转角相黏的几种处理方法:
5.6台面板黏接加工质量要求
拼缝质量的要求:达到无缝标准,但胶缝控制在0.5mm以内,距台面板黏接缝处1m胶颜色不明显,可以视为无缝。
拼缝胶色的要求:与板面本身颜色、花纹基本一致,或浅于板面本身色。
黏接板的要求:正面板要求板面颜色完全一致;黏接底板可与面板不同色号,但颜色基本一致的料加工。
黏接表面的质量要求:不管是台面板的正面、背面均不允许留有脏物、胶瘤、胶印;黏接条与台面板附着力强,经冲击试验不会脱落;经破坏性试验检验,黏接表面附着的胶黏剂完全固化、附着在板面上。
黏接示意:注三角号为黏接处
6、磨边成型加工
6.1边的成型
边的成型就是把台面板的某个边缘按生产加工单要求加工成各种几何形状。常见边有大斜边、大圆边、法国边、海棠边等。
边的成型现在基本上实现了机械化,甚至打磨抛光也实现了机械化。台面异型板的成型可以用雕刻机、异型台面板成型机、万能加工中心、便携式磨边机。但是异型板台面板的打磨抛光只能用万能加工中心,由于该设备的价格过高,因此异型台面板的打磨抛光以手工打磨抛光为主。
6.2无缝台面板的改善方法
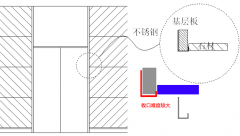
从边的设计实现台面板无缝工艺是一种很科学的方法。由于无缝台面板在黏接时缝的质量情况如何,必须等成型、打磨抛光出来后才能看到,因此这种做法有很大的不确定性、风险性。因此,一些石材生产企业通过对台面板大样设计的改进来实现无缝的要求。左图黏接示意就是通过大样的设计而将黏接缝隐藏了起来。
6.3台盆孔成型、钻水喉孔
台盆孔的成型较之边的成型更复杂。台盆孔成型有便捷式手工磨边机、万能加工中心、腾龙磨边机、手扶磨机、手工成型。
水刀机挖台盆孔、水喉孔。台盆孔、水喉孔尺寸标准0~ 1。如台盆孔要打磨抛光,水刀机加工时,尺寸标准为-1~0。
7、台面板边打磨抛光
台面板打磨抛光目前仍以手工打磨抛光为主,尤其是异型台面板打磨抛光。台面板打磨抛光时,操作者边打磨,边检验黏接缝的质量情况。如果胶缝大、胶的颜色不对,就不要继续打磨抛光了,要将不合格的退回黏接工序重新返工,待处理好缝后再打磨抛光。打磨抛光过程中发现黏接缝中有漏胶的,要将漏胶处用胶填充饱满。切不可打磨抛光完成后再去补胶,否则补完胶后又要重新打磨抛光。
打磨抛光过程中,操作者要观察所使用的磨片会不会掉色,会不会对黏接缝污染。如果有此现象,要及时更换磨片。
8、台面板的板面处理
台面板加工过程中经过了许多的工序,板面极易划伤、被打磨抛光中使用的循环水所腐蚀,尤其是黑色、深色石材以及人造岗石更是如此。台面板的板面质量是客户验货时认真检验的项目,因此,无缝台面板在检验包装之前,检验人员对台面板的板面质量还要认真检验,表面检验质量在光度上达不到要求的还要重新打磨抛光提高光度,或用抛光辅助材料对板面进行增光处理。板面被水腐蚀的,必须用草酸材料加清水进行清洗,清洗时用电动磨机 羊毛毡打磨,直到石材板面的腐蚀印迹被除去。
9、产品标准、检验
9.1尺寸标准、检验
贴边加厚台面板的厚度:(-3、3)
不贴边台面板厚度(-1、1)
长度尺寸偏差(-1、0);宽度尺寸偏差(-1、 1)
9.2板面质量检验
板正面、背面检验:要求清洁干净,无任何胶印、粉尘、脏物。
无石材缺陷、磨痕、划痕、水印等缺点。
无裂纹,尤其是花岗石、石英石、人造岗石更是不允许有裂纹。
不允许翘曲变形且平面度偏差控制在1mm/m内。
光度≥90°,并且板面呈清晰、晶莹的状态。
9.3黏接边检验
缝隙控制在0.5mm内,胶缝颜色与板面颜色基本一致,距离0.5m,看不见黏接缝隙。
缝中无脏物、发黄,内胶黏剂填充饱满,无漏胶处。
缝不能出现波折线形状,必须平直。
黏接条无明显断裂处,如有断裂必须修补到不明显。
转角黏接以切45°、撇底方式黏接,如果要直接,只能将胶缝放到台面板的侧面,严禁放在台面板的正面。
黏接边过高的,应在台面板背面与黏接条相交处用大力士胶加固。
9.4异型板、造型边的检验
台面异型板与标准形状比偏差±1mm。
形状轮廓偏差±1mm。
9.5台面孔、水喉孔检验
台盆孔、水喉孔尺寸标准0~ 1。
9.6整套检验
对于拼接关系以套为主的台面板,检验人员要按安装图整套检验,两件台面拼接要做到无缝;有拼接方向的要标注拼接方向。
对于有拼接关系的台面板必须在板背面或侧面标注编号、箭号,并且编号要距离板面5mm。
异型板台面板必须全数检验台面板的外轮廓形状、有拼接关系的还要试拼、编号。
10、包装
包装时根据客户要求或石质对产品进行包装,背面与背面相对,在光面之间夹防划伤的软泡膜,或包装背皮、塑胶薄膜、珍珠棉。至于一些怕划伤的石材,为防止刮伤影响美观会进行包膜处理。台面板要垂直摆放,使石材纵向受力,千万不要横放,最好用打包带将所有的台面捆成一个整体,不能松动。
来源:《海西石材》杂志
上一篇:13000m2白麻外墙石材采购招标公告【资格预审】 下一篇:钢结构在石材幕墙工程中的应用及案例
 关注微信
关注微信