【干货】各种石材拼花加工工艺大全
立体拼花加工工艺
立体拼花完全不同于平面拼花,它使拼花由传统的平面拼花向三维立体拼花发展,
杏耀高待遇注册使拼花具有了立体效果。其加工工艺与平面拼花的加工工艺基本相同,只是拼花拼件粘接后,其厚度高于拼花底板面。
立体拼花有两种类型。一种是镶嵌式立体拼花,一种是表面粘接式立体拼花。
镶嵌式立体拼花是拼花件镶嵌进拼花母体内,而表面粘接式立体拼花是拼花件粘接在石材底板上,凸出于石材底板表面。这两种立体拼花加工工艺完全不同。
镶嵌式立体拼花加工工艺
选料:参照拼花选料要求选料。选料时,要注意非常规厚度料与常规厚度料两者之间的颜色要基本一致。
备料:对于非常规厚度,如25、30、35等厚度的料,要用开料设备开料。
杏耀高待遇注册需打磨抛光或抛哑光的板材,还要打磨抛光好表面。
切板:按生产加工单上的尺寸要求切板。
下料:按生产加工单上的图形或尺寸切割异型板。
造型、打磨抛光拉槽板:
仿型机造型拉槽板:仿型机按生产加工单中图纸对拉槽板造型拉槽面,并由打磨工对拉槽板打磨抛光。
雕刻机造型:雕刻机按生产加工单上的图纸进行沉雕雕刻加工,加工深度要求不低于10mm。
修磨拼件及拉槽板:把水刀机加工好的拼件比照雕刻机已造型好的拉槽板对拉槽板及拼件修磨,使拼件与拉槽板轮廓相吻合,偏差控制在1mm内,对水刀机拼件修磨毛刺并对侧边打磨R2小圆边。
打磨抛光拼件:对拼件侧面及R2圆边打磨抛光。
调色、试拼:对拼件按生产加工单上的拼花图案调色、试拼,使同种材料在同幅拼图上颜色基本一致。
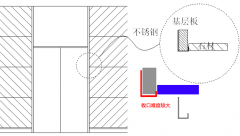
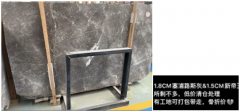
粘接、拼装:对已打磨抛光好的拼件按生产加工单上的图案粘成立体拼图,拼件沉下去10mm,并用干挂胶粘牢。20mm的板高出拉槽板10mm;16mm的板高出拉槽板6mm;30mm的板高出拉槽板20mm。
整体拼装、检验、编号:按生产加工单上的拼装图将加工好的拼花各组件拼装,并由产品质量检验员对产品的颜色、表面质量、拼装缝隙、粘接的牢固度进行检验。检验合格后,按拼装顺序贴编号,在板的背面用油笔写下相同的编号。
镶嵌式立体拼花厚度图解





 关注微信
关注微信