随着生活水平的提高,台面板现在已大量进入了寻常百姓家,
杏耀测速成为了普通百姓家装饰首选。从最初黏接缝隙1mm到0.5mm,人们对台面板的加工工艺要求越来越高。随着石材工艺技术的进步,目前台面板甚至已达到无缝拼接的水平。
无缝台面板加工的基本工艺流程:
工艺单的制作→选料→切板→定厚→黏接→台盆孔以及水喉孔加工→磨边成型→打磨抛光→版面处理→检验→包装入库
1、工艺单的制作
尽管台面板在石材加工上的工艺较为简单,但如果没有专项的加工工艺单作指导,很难保证加工出来的台面板达到无缝的要求。
1.1材料质量要求
台面板石材表面绝对不允许有任何石材缺陷。
1.2切板尺寸以及成品尺寸要求
台面板尺寸的要求依据台面板安装情况而定。
1)台面板卡在墙两端安装:这种情况下,靠墙的长度尺寸不能长,只能小1~2mm;
杏耀测速不靠墙或一边靠墙方向的尺寸视材料、加工工艺、磨边的情况而确定。如果沿长度方向双边磨边,宽度方向尺寸就必须加2mm的打磨抛光余量,至少不能少于1mm;单边磨边的余量不能少于1mm。如果材料底边崩边较严重,就需要在宽度方向加不少于崩边长或宽的余量,打磨抛光时将余量消除。
2)台面板一端或两端均不卡在墙两端:长、宽尺寸都可以适当大一些,以5mm以下为限;打磨抛光时可以将余量消除,也可以不消除。
3)异型板台面板:异型台面板作为台面板产品中特殊的一员,其尺寸要求没有这么严格。但如果台面板有安装尺寸要求的,制单人员就要领会工艺单的明确公差要求,在下单时要在标准尺寸的右上端加上加工余量。如1200+10,表示1200的尺寸上加10mm,即1210mm。
4)加工工艺要求:许多石材生产企业为了使加工出来的台面板真正达到无缝台面板的要求,会把台面板的尺寸全部加大,再通过二次加工用磨边机或用金刚石平铣轮将崩边处修磨掉。如果不加大尺寸,也可以通过定厚方式将崩边处铣去来达到消除崩边的目的。
1.3工艺要求
台面板加工工艺是台面板工艺单中的核心内容,决定着台面板产品的质量。
1)切板要求:工艺单中要指明用什么设备切板,设备的精度要求、锯片要求、尺寸标准、切板后的表面崩边、崩角的质量要求。
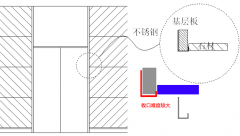
2)定厚要求:定厚的目的是消除台面板底面崩边,定厚的质量决定了无缝台面板的质量。定厚深度的依据是底面崩边的情况,宽度则以大于黏条的厚度或宽度为宜。(如图)





 关注微信
关注微信