石材产品背倒加工是石材产品加工中很普遍的工序,石材产品加工几乎天天要做。但是由于石材理化性质差异较大,有些石材性脆,背倒后容易崩边;有些石材硬度高,背倒后进出刀处偏离轨迹,产生弧形偏差,影响背倒的质量;有些板材厚薄不一致,背倒后有些地方背倒多了,有些地方背倒少了,严重影响产品质量。
如何做好石材产品的背倒加工呢?按下面十个步骤加工,虽然繁琐,但必定可以保证背倒产品的加工质量。
1、机床选择和检查
背倒的加工对机床的要求较高。因此在条件允许的情况下优先选择自动化程度高、光面定位的机床做背倒的加工。加工中心、背倒专用机床,可背倒加工的全自动连续磨边机都是理想的背倒设备。手摇切机因靠手摇控制机床的运行,背倒的精度影响极大,建议不用。
在背倒加工前检查机床的水电气是否正常;杏耀测速地址检查机头与工作台的角度是否标准;检查工作台的水平度是否高;启动机床检查设备的运行状况,锯片晃动是否严重;检查工作台上是否有异物存在;
2、制作靠板、靠板的检查
选择材质好,裂纹少20~30mm厚,长度大于1000mm的石材制作靠板,并使靠板的边与饰平行,然后用夹具夹紧靠板;
为保证靠板与锯片的平行度,可以启动锯片对靠板切一刀;
每次背倒前检查靠板与锯片是否平行,且与靠板从前端到后端的距离是否相等;
检查靠板固定是否牢固,是否会松动;
检查靠板边缘是否有影响加工的杂物;
3、锯片选择、检查
选择锋利度好、刚性与强度高的锯片背倒;
新锯片使用前用耐火砖磨砂刀;
背倒前检查锯片的锋利度,是否有刀刃脱落;出现这种情况的刀片严禁使用;
启动设备,观察锯片是否有晃动;
检查锯片是否存在磨损不均匀现象。如果锯片磨损不均匀,及时更换;
4、板材平整度的检查
背倒前抽检查下板材的平整度。平整度对背倒的质量影响很大;
背倒加工以光面定位加工为宜,方能保证背倒台阶的一致性。如果受机床的限制,不能采用光面定位加工的,加工时要检查板材的厚度,将厚度一致的板材先背倒,再背倒厚度有差别的板材。
5、工作台的清洗
背倒前与背倒加工后应该用水及时清洗工作台面和靠板处,防止背倒下来的石屑、石渣影响背倒加工质量;
工作台上最好铺上软的橡胶皮或三夹板,防止石材表面直接接触工作台而被划伤;
6、上料
上板时轻拿轻推,防止石材上料时补撞崩边、崩角;
上板时先检查板面的情况。发现板面存在裂纹时应采取加固措施,防止板断裂发生安全事故;
7、背倒加工
背倒加工前正确选择锯片。大理石的背倒加工应该选择大理石锯片;花岗石应该选择花岗石锯片;岩板选择切岩板的专用锯片;
看清图纸、看清板材上面的加工线;
转动锯片到需要背倒的角度,并固定机头;
先找块无用的板材试机,检查背倒的加工质量。符合生产加工单上图纸的要求后再加工;
将正式加工的板材放置到机台上,并固定好。启动机床是先慢速度进刀,再逐渐加快机床的运行速度;
检查背倒的边是否有崩边、掉角现象;检查背倒的边是否呈锯齿状态;用1米的平度尺检查背倒的面平整度,是否存在弧形(弯曲)现象;
检查背倒下来的产品质量是否符合背倒产品加工质量标准;
8、进刀速度的控制
背倒过程中为确保背倒边的均匀,确保均匀一致。严禁背倒过程中设备走走停,停停走走,导致背倒出来的边不平滑、厚度不一致;
9、背倒的检验标准
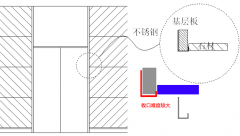
9.1背倒边的角度
背倒边的角度符合生产加工单上的要求,可以往内偏小1~2°角度(即θ2);
9.2背倒边厚薄度检验
从板材前端到后端背倒后的台阶厚度应一致(即h厚度一致),不能出现大小头现象,偏差不能超过0.5mm;
9.3背倒留台阶的标准
不留台阶的背倒加工,为防止崩边必须留1mm台阶。对于一些留1mm还会崩边的石材可以留2mm台阶;
9.4背倒面的平整度
背倒的面应该平整,不能呈弧形状,
杏耀测速登录或高低起伏,不存在刀痕印迹; 背倒面平整偏差±0.5mm;
9.5背倒产品表面外观质量标准
背倒面的棱没有崩边、掉角现象;
背倒后的石材表面无任何划伤、表面污染现象;
10、背倒不合格产品的返修
当背倒的边出现厚度大小不一致时,以薄的为准,将厚度(h)修成一致,可以偏差0.5mm;
当背倒的边面出现波浪形、不平整、台阶、弧形(弯曲),两端出刀处有刀疤时,可以由技术水平好的打磨工修磨,边修磨边用平度尺检验平整度;
背倒边出现崩边、掉角时,用同种颜色的石材修补好即可;





 关注微信
关注微信